聯(lián)系我們
地址:東莞市長安鎮(zhèn)廈邊管理區(qū)江邊三巷三號
電話:15362604843
手機(jī):15362604843
傳真:0769-82758892
郵箱:651549344@qq.com
電話:15362604843
手機(jī):15362604843
傳真:0769-82758892
郵箱:651549344@qq.com
模切加工廠調(diào)模的基本步驟介紹
作者:星杰膠粘制品 時(shí)間:2019-12-20 08:54
模切加工廠調(diào)模的基本步驟是什么。具體的步驟情況是啥,下面給大家詳細(xì)的介紹一下。
小編告訴你模切加工廠調(diào)模的幾個(gè)基本步驟:
(1)領(lǐng)取模切加工刀模
模切加工廠在消費(fèi)作業(yè)過程中我們在搭配完資料后,需求領(lǐng)取刀模停止裝刀,那么第一步領(lǐng)取刀模時(shí)我們需求依據(jù)圖紙、料號停止領(lǐng)取刀模。領(lǐng)取刀模的過程我們切記需求正確比對料號、刀具編號,以便正確的領(lǐng)取刀具,不能僅憑產(chǎn)品外形領(lǐng)取。大型模切加工廠中相似外形的產(chǎn)品刀具太多了,同時(shí)同一款產(chǎn)品運(yùn)用的刀具也有新舊好幾套,一旦領(lǐng)錯(cuò)刀具,等到停止消費(fèi)時(shí)再發(fā)現(xiàn),曾經(jīng)對資料形成了較大的糜費(fèi)。
(2)固定模切加工刀模
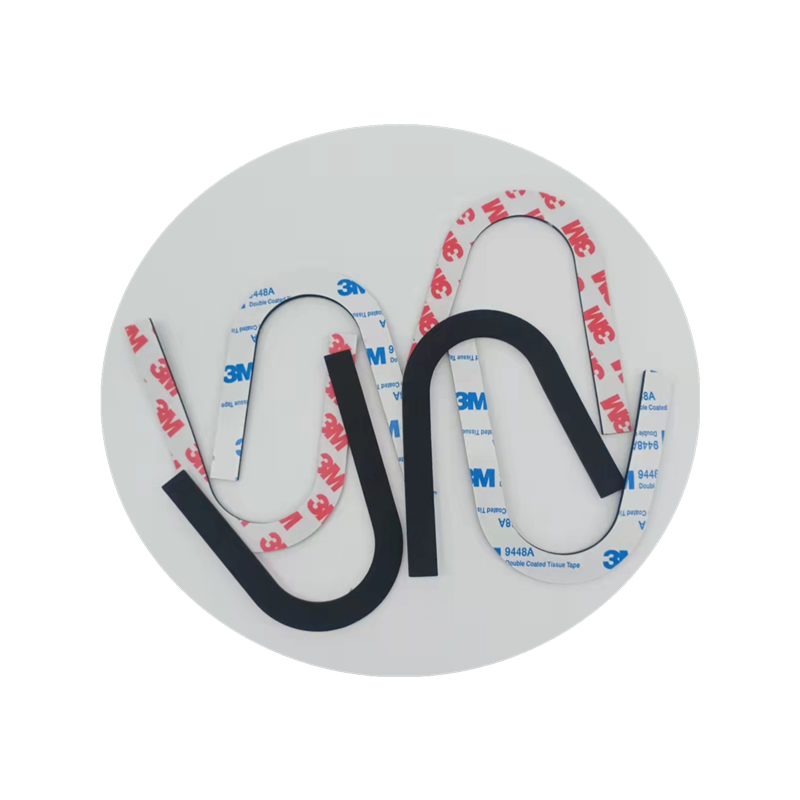
模切加工廠在領(lǐng)取完以后我們需求將領(lǐng)取的刀模固定在模切機(jī)的模板上面。這里固定的時(shí)分我們需求嚴(yán)厲比對作業(yè)指導(dǎo)書確認(rèn),理解模具是下沖切還是上沖切模具。假如是上沖切模具需求固定在下模板上面,假如是下沖切模具則需求固定在上模板上面。固定時(shí)我們通常用的是較高、厚度較薄的雙面膠停止固定。在選擇雙面膠時(shí)切記要運(yùn)用粘性高、穩(wěn)定性好的雙面膠(通常運(yùn)用 3M 膠帶)以避免刀模在沖切的過程中呈現(xiàn)零落。
(3)固定刀模的角度調(diào)理
模切加工廠在固定刀模的時(shí)分不單單只是固定好刀具就能夠了,我們在固定過程中一定要保證刀模與機(jī)臺(tái)走料方向的垂直度,保證模具在沖切時(shí)確保與走料料帶堅(jiān)持垂直狀態(tài)。
(4)模切加工墊板的固定
在固定好模具后,我們需求固定墊板。墊板的主要作用為維護(hù)刀刃與模板的直接接觸,減少刀具的損壞進(jìn)步刀具的運(yùn)用壽命。墊板普通采用 1mm 左右厚度的 PVC 板或者 PE 絕緣板。墊板普通運(yùn)用面積要大于刀具底板四邊各 5mm 以上為宜。墊板固定在模板上采取走料方向的一邊固定為宜。
有的模切師傅在開機(jī)時(shí)習(xí)氣墊兩塊墊板,主要是為了便當(dāng)調(diào)理。
(5)模切加工壓力的調(diào)理
模切加工廠這里壓力的調(diào)理主要是指關(guān)于模切模座深度的調(diào)理。在我們裝好刀具后,我們需求停止模座調(diào)理試壓,檢查模具能否可以有效沖切資料。壓力調(diào)理過程中,嚴(yán)禁直接停止單動(dòng)或聯(lián)動(dòng)沖切,必需將設(shè)備調(diào)理至手動(dòng)檔位停止測試調(diào)理。當(dāng)模座調(diào)理至當(dāng)前最大行程時(shí)仍未能有效沖切資料時(shí),應(yīng)停止加壓調(diào)理再次測試。當(dāng)模座調(diào)理到最大行程時(shí)曾經(jīng)沖切到下模座時(shí)闡明模座壓力太深應(yīng)當(dāng)減小壓力再次測試。
留意:在調(diào)理的過程中,我們加減壓的行程盡量以最小行程調(diào)理單位停止調(diào)理,不宜過大。





 QQ客服
QQ客服 